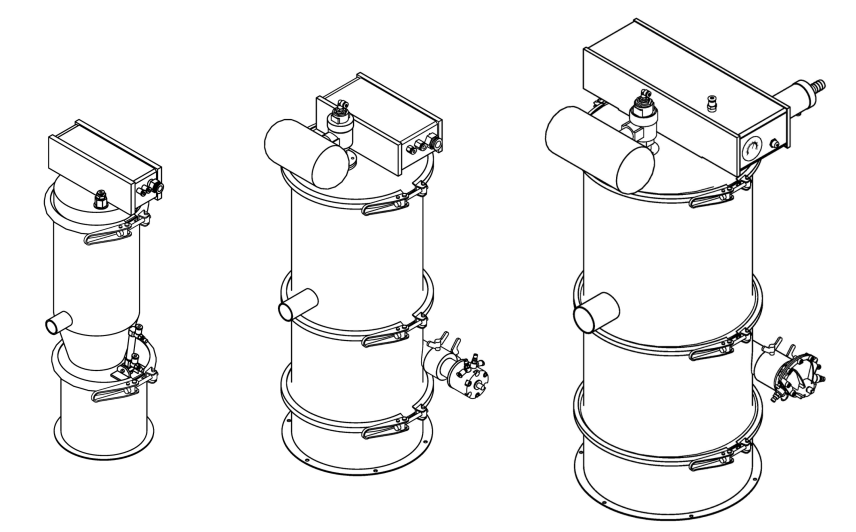
Pneumatický vakuový dopravník řady QVC
Pracovní princip
Vakuový podavač je vakuový podavač využívající pneumatické vakuové čerpadlo jako zdroj podtlaku.S tímto vakuovým podavačem mohou být materiály dopravovány přímo z nádoby do mixéru, reaktoru, sila, tabletovacího stroje, balicího stroje, vibračního síta, granulátoru, stroje na plnění kapslí, mokrého granulátoru, suchého granulátoru a dezintegrátoru.Použití tohoto podavače by mohlo snížit pracovní náročnost pracovníků, skoncovat se znečištěním práškem a zajistit, že výrobní proces splňuje požadavky GMP.
Po stisku tlačítka „ON/OFF“ se stlačený vzduch dostane do vývěvy a výtlak násypky poháněný pneumatickým válcem se uzavře, v násypce se vytvoří podtlak.Vakuový podavač vytvoří pod vakuem proud vzduchu.Pomocí tohoto proudu vzduchu je materiál přiváděn do vakuové násypky hadicí.Po určité době (doba podávání, nastavitelná) se odpojí stlačený vzduch, pneumatická vývěva nemůže vytvořit vakuum a výtlak násypky poháněný pneumatickým válcem se otevře, vakuum ve vakuovém podavači zmizí a materiál je automaticky vypouštěné z výstupu do přijímacího stroje (jako je tabletovací lis a balicí stroj).Mezitím stlačený vzduch uložený ve vzduchové nádrži fouká filtr obráceně, aby se filtr automaticky vyčistil.Po určité době (doba výtlaku, nastavitelná) se stlačený vzduch znovu spustí, pneumatická vývěva vygeneruje vakuum, výtlak se uzavře, vakuový podavač opět podává materiál, podavač tak pracuje v cyklech, aby byl materiál nepřetržitě podáván do přijímacího stroje.
U vakuového podavače s kontrolou hladiny materiálu je automatické podávání realizováno s násypkou stroje na příjem materiálu prostřednictvím kontroly hladiny materiálu.Když je hladina materiálu výše než pozice v násypce stroje pro příjem materiálu, vakuový podavač zastaví podávání, ale když je hladina materiálu níže než pozice v násypce, vakuový podavač začne podávat automaticky.Tím je podávání na stroji pro příjem materiálu dokončeno.
Technické specifikace
| Modelka | Objem krmení (kg/h) | Spotřeba vzduchu (l/min) | Tlak přiváděného vzduchu (Mpa) |
| QVC-1 | 350 | 180 | 0,5-0,6 |
| QVC-2 | 700 | 360 | 0,5-0,6 |
| QVC-3 | 1500 | 720 | 0,5-0,6 |
| QVC-4 | 3000 | 1440 | 0,5-0,6 |
| QVC-5 | 6000 | 2880 | 0,5-0,6 |
| QVC-6 | 9000 | 4320 | 0,5-0,6 |
①Stlačený vzduch by měl být bez oleje a vody.
②Kapacita krmení byla stanovena na vzdálenost 3 metry.
③Kapacity podávání se u různých materiálů značně liší.
Ladění a instalace
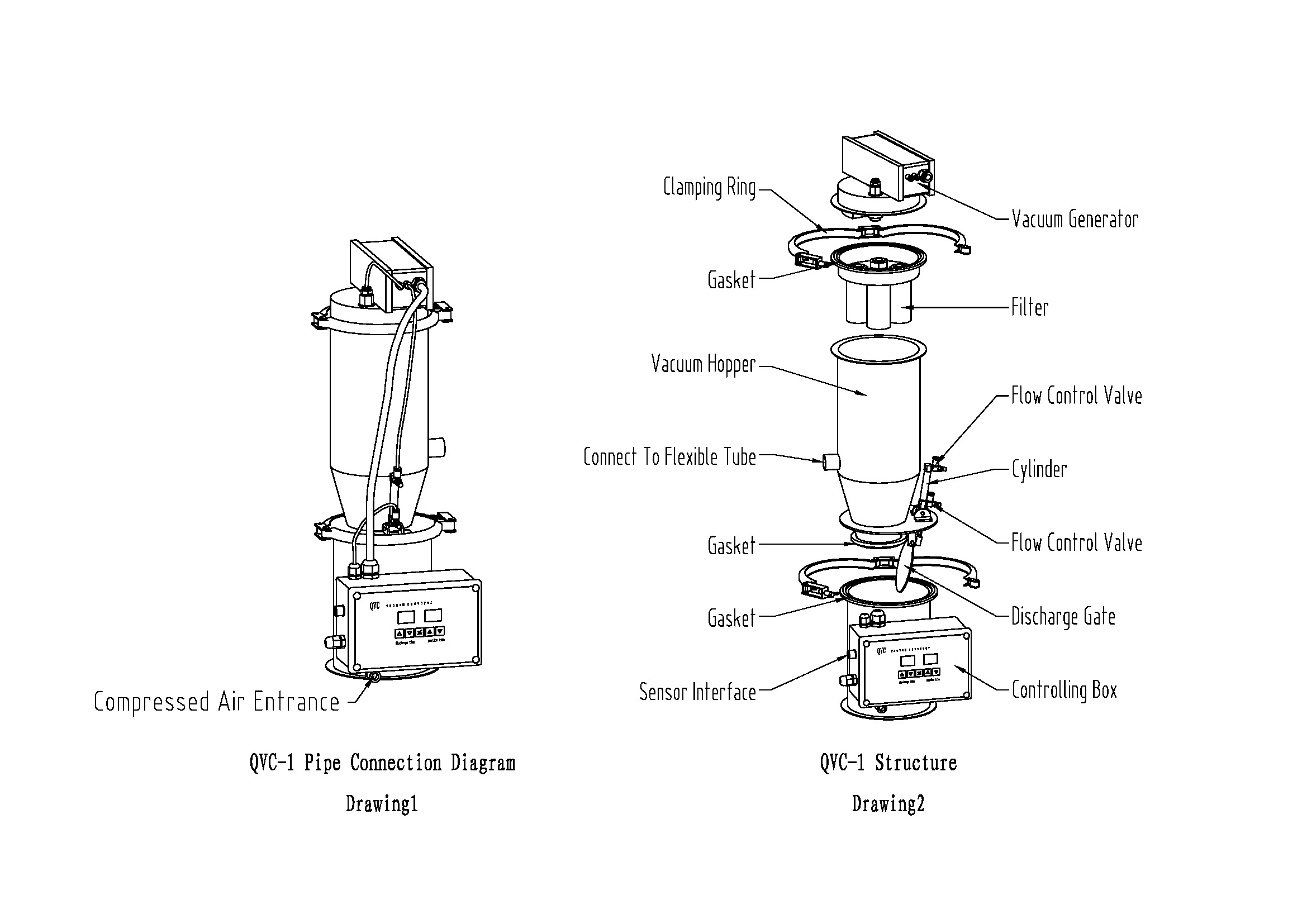
1. Upevněte vakuovou násypku na násypku archového lisu nebo balicího stroje (nebo jiných strojů) pomocí kroužku.V případě, že by nebylo možné vakuovou násypku přímo upevnit na násypku stroje na příjem materiálu, lze vyrobit podpěru pro upevnění vakuové násypky.
2. Ovládací skříňka je zavěšena na vakuové násypce při dodání zboží, lze ji zavěsit na jakékoli jiné vhodné místo podle pracovních podmínek.
3.Připojení potrubí pro stlačený vzduch.
A. Výběr průměru potrubí pro přívod stlačeného vzduchu (s ohledem na místnost instalace stroje):
Vyberte 1/2″potrubí pro QVC-1,2,3;
Vyberte 3/4″potrubí pro QVC-4,5,6;
Přímo použijte φ10 PU trubku pro vakuový podavač QVC-1.
B. Kulový ventil nebo dekompresní ventil filtru by měl být instalován v místě, kde potrubí stlačeného vzduchu vstupuje do místnosti stroje.
C. U vakuových podavačů QVC-1, 2 připojte výstup dekompresního ventilu filtru ke vstupní přípojce stlačeného vzduchu na spodní straně ovládací skříně.Velikost potrubí stlačeného vzduchu by měla být stejná jako vstupní přípojka stlačeného vzduchu na spodní straně ovládací skříně.
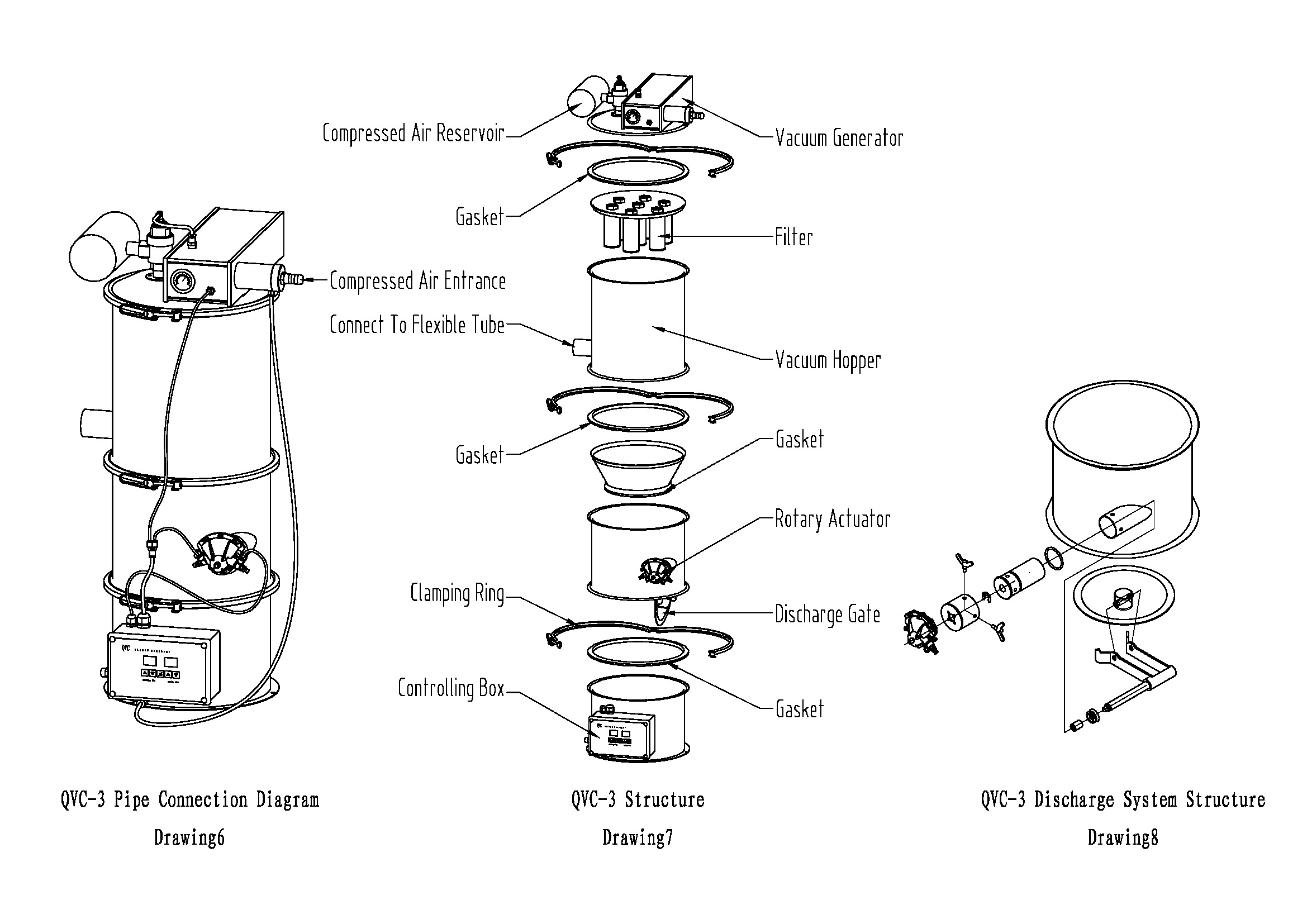
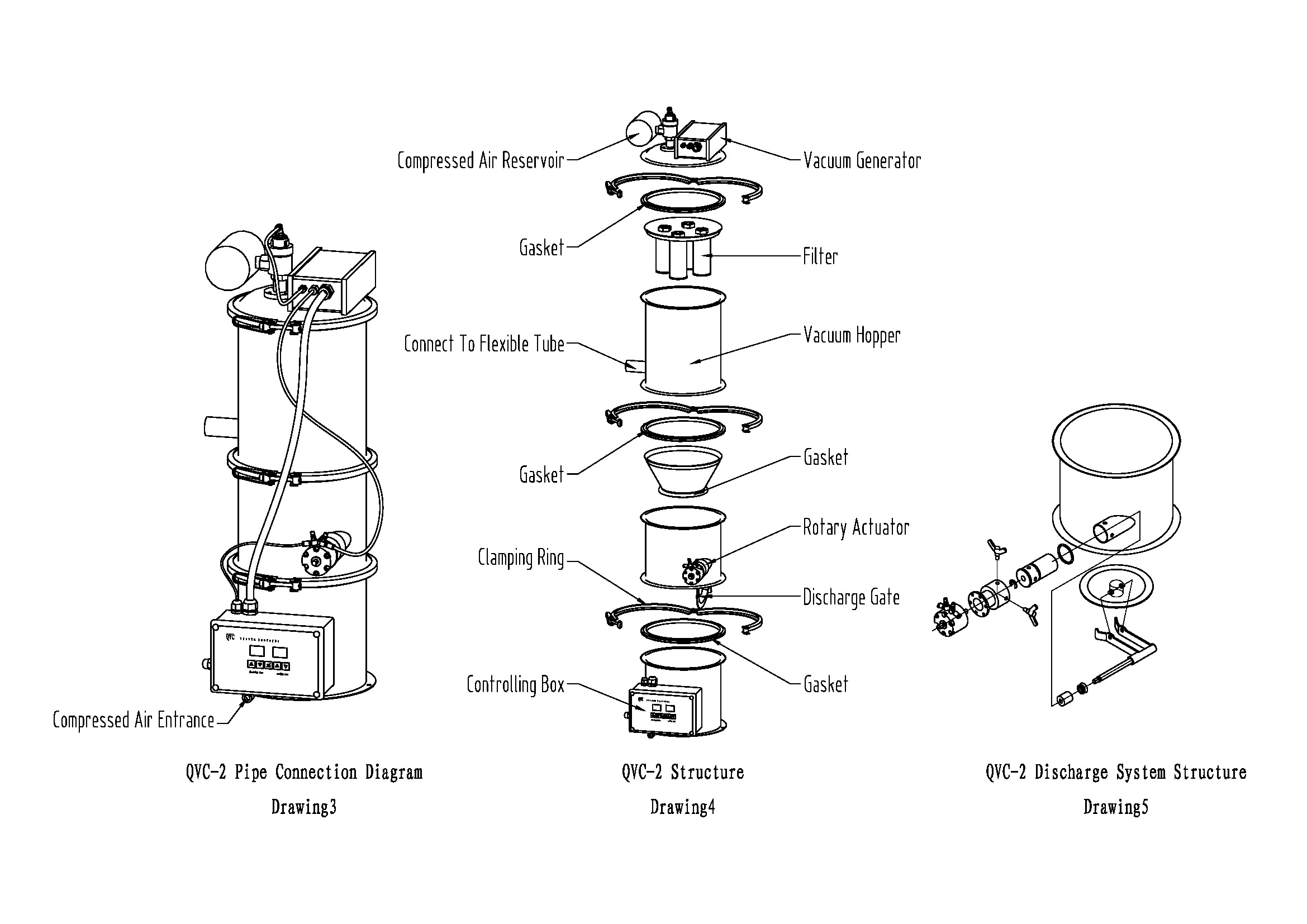
D. U vakuových podavačů QVC-3, 4, 5, 6 připojte výstup dekompresního ventilu filtru přímo ke vstupní přípojce vakuového generátoru.Velikost potrubí stlačeného vzduchu by měla být stejná jako vstupní přípojka stlačeného vzduchu na vakuovém generátoru.
E. Připojte potrubí stlačeného vzduchu mezi ovládací skříň a generátor vakua podle schémat 1 a 3.
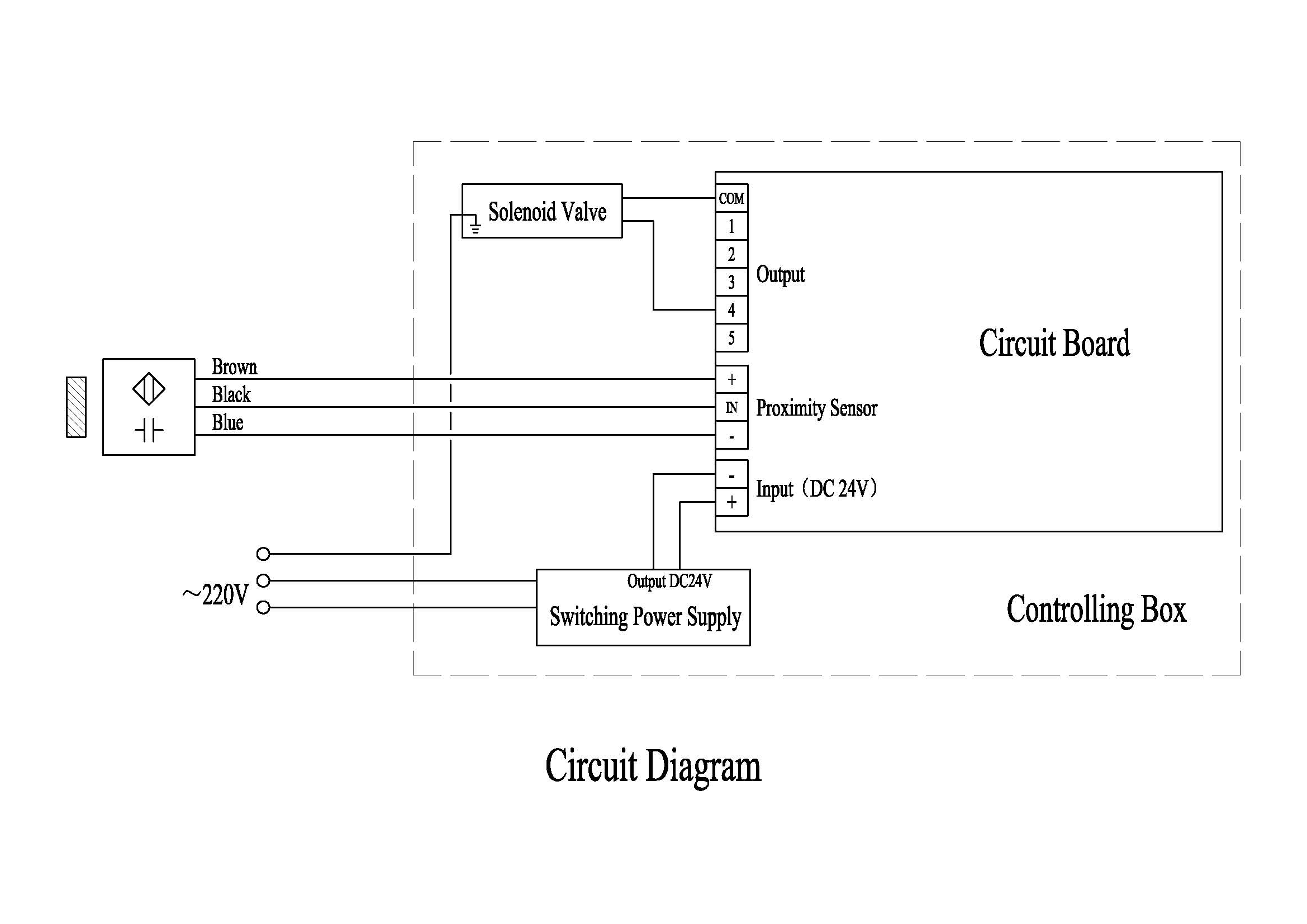
4.Zapojte zástrčku AC 220V do elektrické zásuvky, zobrazení času na ovládací skříni nyní svítí, to znamená, že je systém připojen k napájení.Poznámka: napájecí kabel musí být 3-žilový.Ovládací skříň musí být spolehlivě uzemněna, aby se zabránilo tomu, že řídicí čip skončí rušením.Viz elektrické schéma pro schéma zapojení ovládací skříně.
5. Stiskněte tlačítko pro zvýšení/snížení času.Nastavte dobu podávání na 5–15 sekund a nastavte dobu vybíjení na 6–12 sekund.U práškových materiálů by měla být nastavena kratší doba podávání a doba vypouštění by měla být delší, zatímco u peletových materiálů by měla být doba podávání delší a doba vypouštění kratší.
6.Stiskněte tlačítko „ON/OFF“ stlačený vzduch se přivede do vakuového generátoru, ve vakuové násypce se vytvoří podtlak a je realizováno plnění.
7. V této době byste měli věnovat pozornost tlaku stlačeného vzduchu.Tlak přiváděného vzduchu by měl být 0,5—0,6 MPa.Tlak přiváděného vzduchu se vztahuje k tlaku stlačeného vzduchu v systému při práci vakuového generátoru, tj. při napájení.Na vakuovém generátoru je měřidlo pro QVC-3, 4, 5, 6 a čtení na měřidle by mělo být považováno za standardní.Ale pro QVC-1, 2 není na vakuovém generátoru žádné měřidlo a měřidlo na dekompresním ventilu filtru by mělo být považováno za standardní.Při odlaďování byste měli věnovat zvláštní pozornost tomu, že tlak přiváděného vzduchu 0,5–0,6 MPa se vztahuje k tlaku vzduchu v systému během podávání.Během vypouštění nebo v pohotovostním režimu by měl být tlak zobrazený na manometru na dekompresním ventilu filtru 0,7–0,8 MPa.Mnoho uživatelů při instalaci podavačů často nastavilo dekompresní ventil filtru na 0,6 MPa.Pokud v tuto chvíli začne pracovat vakuový generátor, tlak v systému náhle klesne na 0,4 MPa, což má za následek selhání napájení nebo krátkou kapacitu napájení.Pro dálkové krmení nebo větší krmnou kapacitu musí tlak vzduchu v systému dosáhnout 0,6 MPa.
Odstraňování problémů
Selhání podávání nebo krátká kapacita podávání na podavači zkontrolujte podavač podle následujícího postupu:
1.Pokud tlak přiváděného vzduchu dosáhne 0,5—0,6 MPa.Tlak přiváděného vzduchu se vztahuje k tlaku vzduchu v systému, když pracuje vakuový generátor.
2.Pokud je výtlak vzduchotěsný.
A. Po dlouhodobém provozu se na výboji usadí určitý hustý prášek, což má za následek laxní výboj a únik vakua.Poté by se měl výtok vyčistit.
B. Po dlouhodobém provozu je těsnění na výtlaku opotřebované, což má za následek laxní výboj a únik podtlaku.Poté by mělo být těsnění vyměněno.
C. Po dlouhodobém provozu se něco pokazí s účinností a zdvihem pneumatického válce.Poté by měl být válec vyměněn.
3. Filtr je ucpaný.Profoukněte filtr tryskou na stlačený vzduch ve směru dopředu i dozadu.Pokud je filtr urychlený, je odblokován.Pokud cítíte přidušený filtr, je filtr ucpaný a měl by být vyměněn.Nebo vložte ucpaný filtr do ultrazvukové čističky na 30 minut k vyčištění.
4. Hadice na sání materiálu je blokována velkým aglomerátem.K tomu obvykle dochází na vstupu nerezové sací hubice nebo na vstupu vakuové násypky.
5.Upínací kroužky nejsou upevněny mezi hlavou čerpadla a násypkou, mezi sekcemi násypky, což má za následek netěsnost systému a způsobující selhání krmení nebo sníženou kapacitu krmení.
6. Systém zpětného foukání se pokazil.Pokaždé, když podavač vypustí materiál, stlačený vzduch ve vzdušníku fouká filtr obráceně, aby se zajistilo, že na povrchu filtru zůstane tenký prášek.Pokud dojde k poruše systému zpětného foukání, na povrchu filtru se usadí silnější prášek, zvýšený odpor znemožňuje podávání na vakuový podavač.V tomto případě by měl být vyměněn systém zpětného foukání.
Čištění
V lékárnách kvůli různým odrůdám a číslům šarží je třeba vakuové podavače často čistit.Tento požadavek uživatelů jsme plně zohlednili při návrhu pneumatických vakuových podavačů.Pro vyčištění musí uživatel provést pouze následující:
1. Uvolněte agrafy a sejměte sestavu pneumatického vakuového čerpadla.Pneumatická vývěva, vzdušník a kryt jsou spojeny jako integrovaná sestava, kterou není třeba čistit vodou.
2.Sejměte sestavu filtru a vyfoukejte prášek na trubce filtru stlačeným vzduchem.Poté jej opakovaně omyjte horkou vodou.Po umytí vyfoukejte zbývající vodu na stěně filtračního potrubí stlačeným vzduchem.Nyní by měla být trubka filtru po opakovaném profouknutí velmi rychlá.Pokud máte pocit, že je filtr udušený, znamená to, že ve stěně potrubí filtru je stále ještě nějaká zbývající voda.A musíte ji vyfouknout stlačeným vzduchem a poté ji nechat vychladnout nebo vysušit.
3.Uvolněte upínací kroužky, sejměte vakuovou násypku a násypku vypláchněte vodou.